LSIWC Advances the Processing of Brewers’ Spent Grain for the Production of Valuable Chemical Compounds

The brewing industry generates a significant amount of lignocellulosic by-products, the most important of which is brewers’ spent grain (BSG). It accounts for up to 85% of all solid residues from beer production and is rich in cellulose, hemicellulose, lignin, and proteins, which determine its potential in the bioeconomy and in the development of high value-added products. In Latvia, approximately 0.75 million hectolitres of beer are produced annually, resulting in around 15,000 tonnes of spent grain per year (Universa et al., 2025). Despite this substantial resource, spent grain is still predominantly used in low value-added applications, such as animal feed or as a fibre additive in baked goods, thus underutilising its chemical and functional potential.
The composition of brewers’ spent grain makes it a promising feedstock for the production of various industrially relevant compounds, including furfural and lactic acid. This potential is also being explored through research initiatives in Latvia, where spent grain is studied as a raw material for high value-added products. For example, within the project “Research and development of brewers’ spent grain as a source of green chemistry in the bioeconomy” (No. 1.1.1.3/1/24/A/057), implemented at the Latvian State Institute of Wood Chemistry (LSIWC), new approaches for the processing of spent grain are being developed. These efforts aim to promote its more efficient use in the context of the bioeconomy and circular economy, as well as to strengthen collaboration between research and industry.
The Role of Chemical Composition in Assessing the Processing Potential of Brewers’ Spent Grain
In the first stage of the project, an analysis of the chemical composition of brewers’ spent grain was carried out. The results show that this raw material is rich in components such as cellulose (29.10%), xylose (14.10%), and arabinose (5.82%), as well as lignin (13.16%).
These data are essential, as they determine the possible processing pathways. In particular, C5 carbohydrates — xylose and arabinose — form the basis for furfural production, and calculations indicate that the theoretical furfural yield may reach 11.76% of the oven-dry mass.
“Each material is unique, and parameters that work for one material are not applicable to another,” explains the project leader, Dr. sc. ing. Māris Puķe. “Brewers’ spent grain arrives very wet from the brewery, so we first centrifuge it, determine its moisture content, and only then proceed with the experimental design calculations and experiments.”
A Precisely Controlled Process
One of the most critical stages in obtaining such compounds is pretreatment — a process in which the structure of biomass is modified to make it more accessible for further processing.
At LSIWC, a proprietary method is used for this purpose — catalytic hydrolysis — carried out on a unique pilot-scale facility. Prior to this, the brewers’ spent grain is mixed with a catalyst in a specially designed paddle mixer.


“This is a specially designed piece of equipment where we mix the raw material with a catalyst. Each mixture is individual, and we precisely calculate how much catalyst is required,” explains Māris Puķe. “In our case, we use phosphoric acid, and both its amount and concentration are important.”
The mixer was developed at the institute, and its design is patented. Its blades are positioned at a 45-degree angle to the axis, ensuring uniform mixing of the material and efficient distribution of the catalyst.
“The mixing is highly uniform: the catalyst is sprayed under controlled pressure, and the entire process has been thoroughly studied. We have a calculation methodology that allows us to assess the quality of mixing,” adds the researcher.

From Laboratory to an Industrial Model
After mixing, the material is fed into a unique pilot-scale unit, where the formation of furfural and other compounds takes place. Although the unit has a relatively small capacity, it allows for the modelling of an industrial furfural production process.
“Many people think that if a reactor is small, it is not serious. But in our case, the process takes place within the particle, not in the reactor volume,” explains Māris Puķe. “This means that we can model industrial processes even with such equipment.”


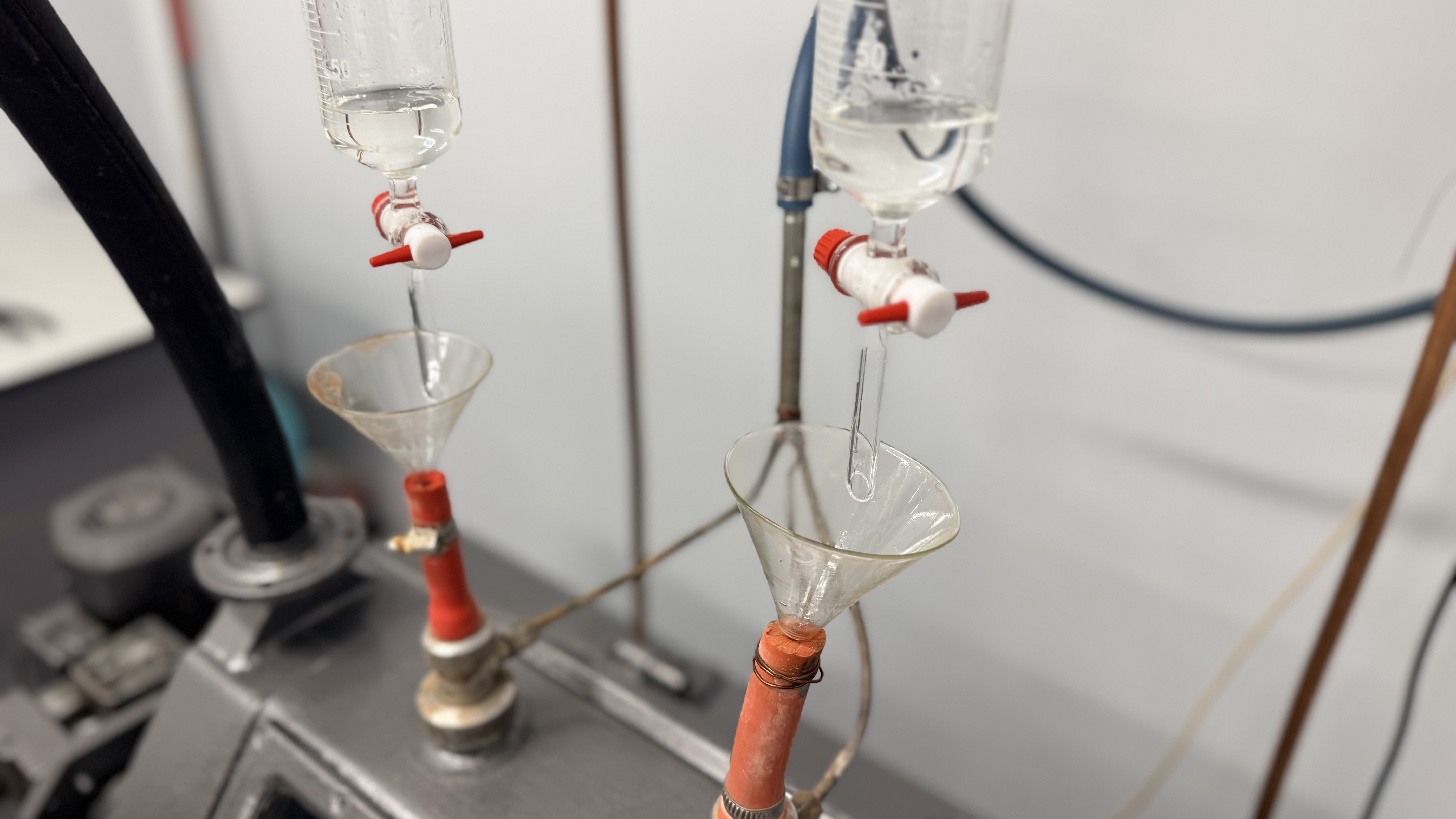
In the process, the material is treated with continuous steam at a defined temperature and pressure, resulting in the formation of furfural; the outgoing vapor from the reactor is then condensed and collected for analysis.


And then, suddenly, the laboratory environment changes. For a moment, it feels as if you are no longer in a lab, but in a bakery: the warm aroma of freshly baked bread fills the room. This is no coincidence, it is one of the signals that the reaction is taking place and that furfural is being formed.
“We load the material, introduce the steam, and collect our product,” says researcher Māris Puķe. “And at that moment, the lab starts to smell like fresh bread.”
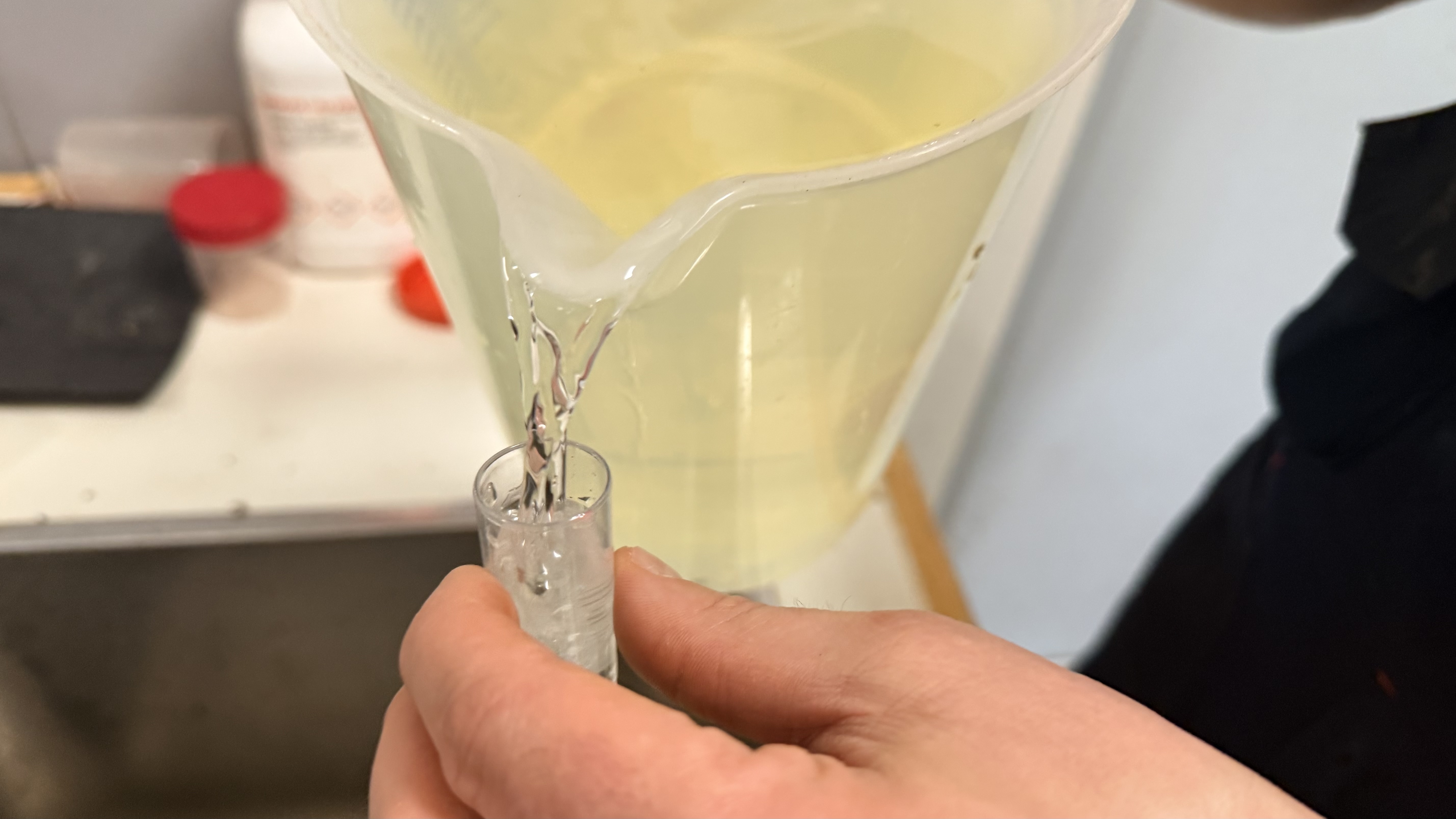
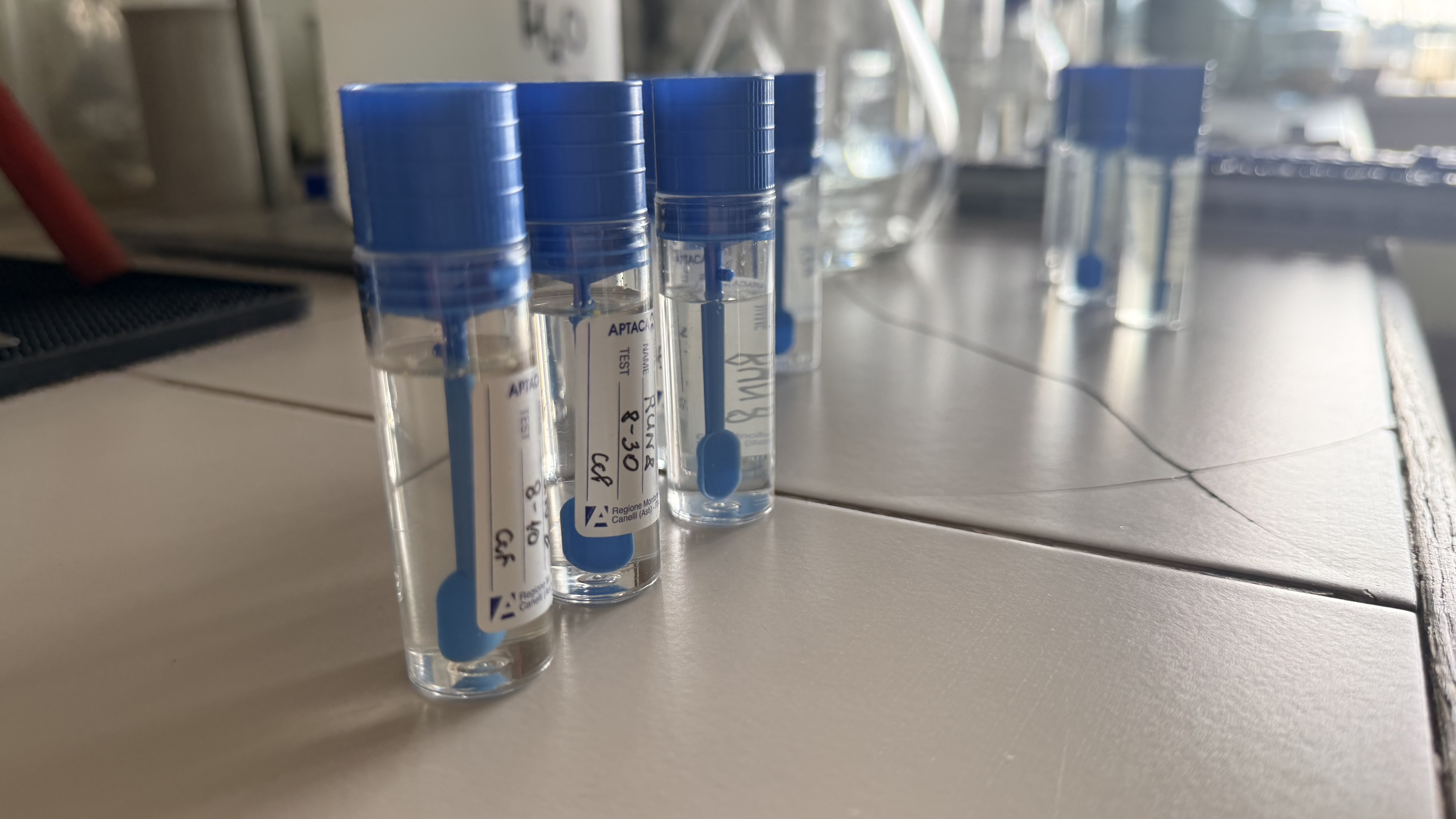
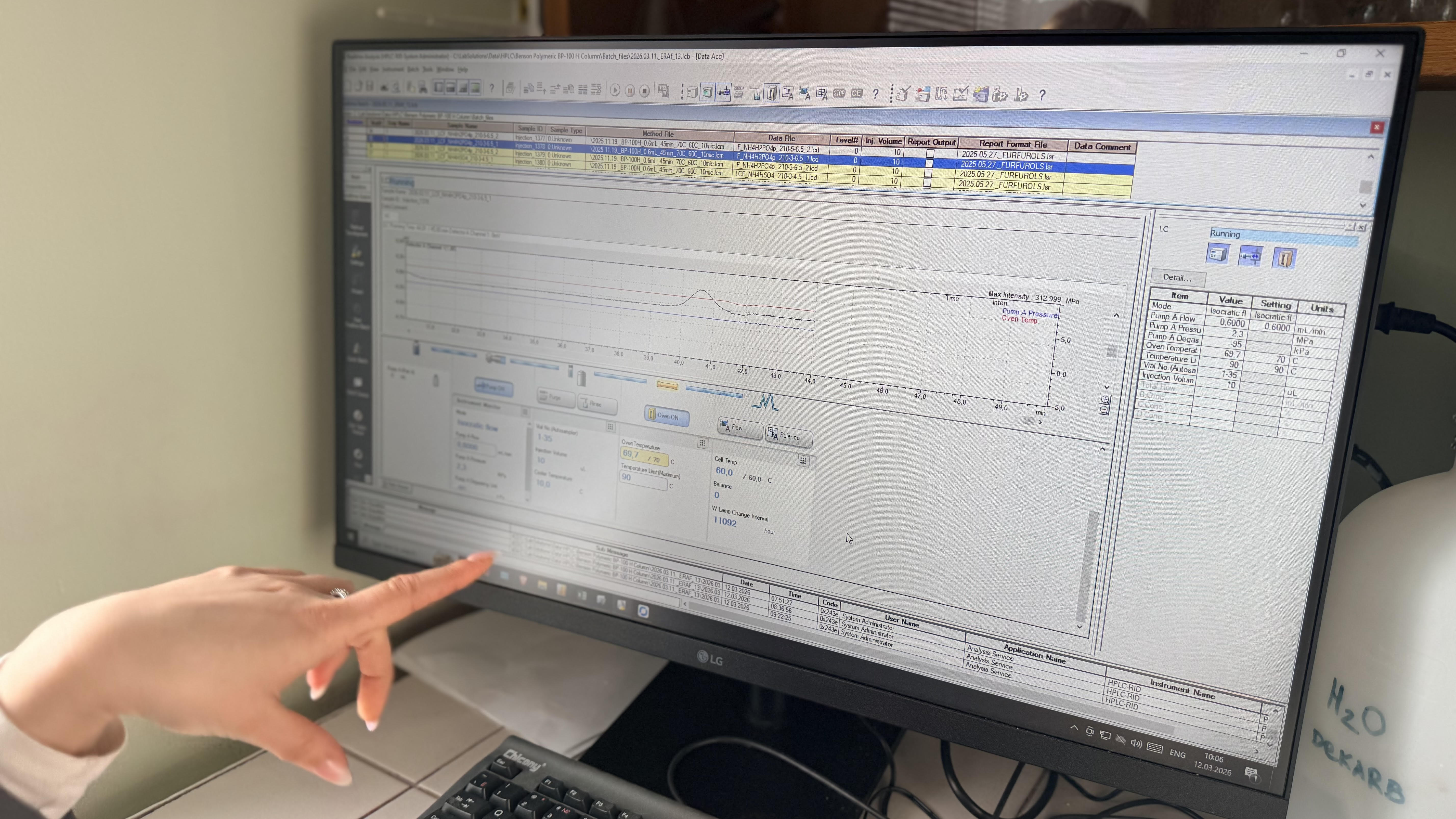
Samples are taken at different time intervals, and their composition is analysed using liquid chromatography.
“A single analysis can take up to an hour, but it allows for very precise determination of the composition of the obtained compounds,” the researcher notes.

At the Interface of the Bioeconomy and Industry
This project brings together the fields of the bioeconomy and smart energy, promoting efficient use of resources. A by-product of the brewing industry is transformed into a raw material for the chemical industry, creating new value chains.
In addition to furfural, the study also explores the potential use of the remaining lignocellulosic material for the production of lactic acid and soil fertilisers, thereby maximising the utilisation of the entire raw material.
